CFRP・カーボンのピン角・C面・R面
よく使われるC面処理
金属部品の製作では切削や打ち抜き加工されること多く、その場合加工面には鋭利な角、バリが残ることが一般的です。加工された端部は非常に鋭利であり、精度も出ていないため、面取り処理を行い対応します。面取りの加工法、寸法は様々ですが、金属においては工数が少なくすむC面取りがよく用いられます。
CFRP・カーボンにおけるC面R面の取り扱い
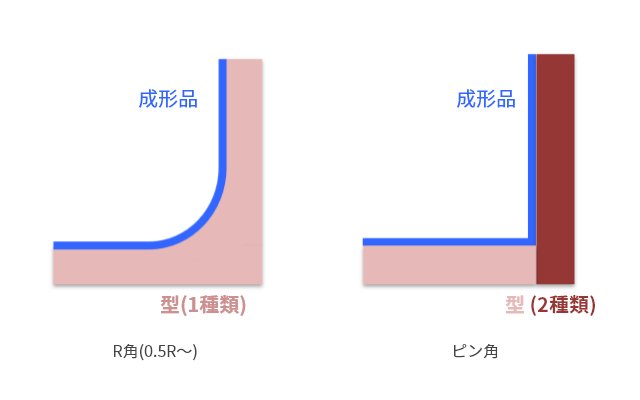
ではCFRP・カーボン成形の場合はどのように対応するべきでしょうか。実は、CFRP成形では「型にカーボンシートを貼り付ける」といった作業を行うため、基本的にバリとり鋭利な角(ピン角)は発生しません。シート状の素材を折って貼り込んでいるため、角は自然とR形状になります。したがって、CFRPにおいては、ピン角やC面処理よりも、ある程度Rを持たせた角の方が製作しやすく、歩留まりも高く、費用の削減にもつながります。
CFRP・カーボンではC面処理はあまり行われません。金属加工においては、C面取りは、“角を削る”という最小の工数で、ピン角・バリ取りが除去できるといった特長がありますが、CFRP・カーボンでは、R面よりも逆に工数がかかってしまいます。したがって、問題がないようであれば、C面よりもR面を選択することをおすすめいたします。
CFRP・カーボンでピン角を作るには
それでは、機能上どうしてもピン角が必要な場合はどうしたらいいのでしょうか。この場合は、下の図の右側のように、型を割ることで対応できますが、型費や積層費のコストアップにはなります。
製品のサイズや形状にもよりますが、R角でも0.5R程度に尖らせることは可能ですので、ピン角の必要性についてはご検討いただき、図面に反映して頂けると良いと思います。
CFRPにおけるR角・ピン角
設計前のアイデアから加工依頼、開発依頼までお気軽にお問合せ下さい
要件が定まっていない不確定要素の多いプロジェクト、設計難度が高い案件、お任せ下さい。
現場担当者、プロジェクト責任者皆さまがご納得いただけるプラン・成果をご用意致します。